





鋼結構防護密閉門-青島元大人防-鋼結構防護密閉門 反力系數
青島福潤得交通設備有限公司
經營模式:生產加工
地址:青島市李滄區瑞金路19號丙
主營:防護設備
業務熱線:0532-84917077
產品詳情 聯系方式
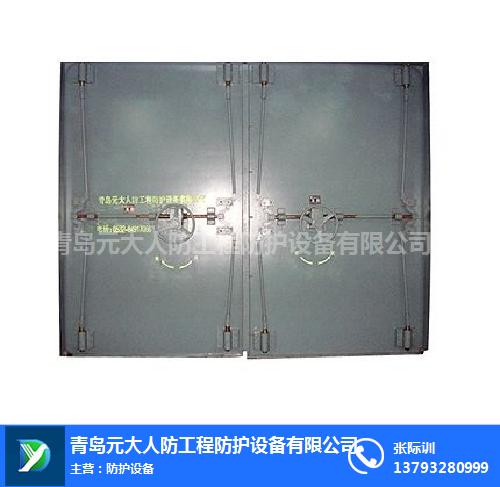
由于其重量輕,閉鎖非常靈活,使用起來相當方便輕巧,運輸成本安裝成本大大降低。輕質高強防護密閉門由于其材質上的優勢和可以量產的特點,所以在價格方面也具有相當有優勢。傳統人防門生產效率低,成本高,制造過程又要消耗大量的鋼材、能源、人工。在焊接過程產生大量和渣,造成新的環境污染,新型輕質高強防護密閉門的研發成功,在為國家節省了鋼材的使用量的同時還保護了環境,相當節能環保。
鋼結構防護密閉門圖集-鋼結構防護密閉門-青島元大人防由青島元大人防工程防護設備有限公司提供。“防護設備”就選青島元大人防工程防護設備有限公司(www.qdyuanda.cn),公司位于:青島市李滄區瑞金路19號丙,多年來,元大人防堅持為客戶提供好的服務,聯系人:張際訓。歡迎廣大新老客戶來電,來函,親臨指導,洽談業務。元大人防期待成為您的長期合作伙伴!
2、定位焊焊接參數:焊接電流150-150A,電弧電壓18-20V,焊絲干伸長度20mm,氣體流量為10L/min。
縱向工字鋼與橫向工字鋼的焊接:每個焊接點先焊下翼緣,在焊上翼緣兩端平焊縫各20mm,腹板兩側點焊中間約40mm,點焊完畢,將骨架分為4個區域,用8個千斤頂將骨架壓實,鋼結構防護密閉門生產廠家,骨架四個角分別用另外4個頂壓實后,鋼結構防護密閉門,再施滿焊,鋼結構防護密閉門安裝工藝,由2名焊工從每個區中間向四周分散跳焊,兩名焊工不得在同一條直線上同時焊接。根據不同的焊縫選取不同的焊接參數:
平角焊:電流為200-220A,電弧電壓23-25V,焊絲干伸長度20-25mm,氣體流量20L/min。
立角焊:電流為130-150A,電弧電壓20-22V,焊絲干伸長度15-20mm,氣體流量15-18L/min。
2、外面板焊接時,外面板先平放在臺面上,再把骨架吊放在外面板上面,用千斤頂將骨架與面板壓緊,間隙不得超過1mm。以跳焊的方式先焊縱向工字鋼與面板連接角焊縫,焊接間距50×50mm,焊接完畢再焊橫向焊縫,每條焊縫分四次焊接。
焊接電流230-250A,電弧電壓24-26V,焊絲干伸長度20-25mm,氣體流量20L/min。
3、內面板塞焊前必須保證塞焊孔處的面板與骨架壓緊無間隙才可以焊接,焊接電流不得過大,具體參數為:
焊接電180-230A,電弧電壓20-23V,焊絲干伸長度20-25mm,氣體流量15L/min。
每個塞焊孔分三次焊滿,每次每孔焊層厚度不得超過5mm,由兩名焊工分散對稱焊接,為抵消焊縫收縮,降低焊接引起的內應力,采用風鎬錘擊焊孔的方法使金屬延伸來消除,實施錘擊應在每個孔每一層焊完后的紅熱狀態進行,錘至表面光亮為止。

鋼結構防護密閉門圖集-鋼結構防護密閉門-青島元大人防由青島元大人防工程防護設備有限公司提供。“防護設備”就選青島元大人防工程防護設備有限公司(www.qdyuanda.cn),公司位于:青島市李滄區瑞金路19號丙,多年來,元大人防堅持為客戶提供好的服務,聯系人:張際訓。歡迎廣大新老客戶來電,來函,親臨指導,洽談業務。元大人防期待成為您的長期合作伙伴!

張際訓先生
手機:13793280999




